 Welcome to the tutorial about SAP Bill of Materials (BOM) in SAP PP. This tutorial is part of our free SAP PP Training course. In this tutorial, we will explain what is BOM in SAP, how to create it, meaning of various fields in BOM master data, and how to change existing bills of materials.
Welcome to the tutorial about SAP Bill of Materials (BOM) in SAP PP. This tutorial is part of our free SAP PP Training course. In this tutorial, we will explain what is BOM in SAP, how to create it, meaning of various fields in BOM master data, and how to change existing bills of materials.
SAP bill of materials (BOM) is one of the elements of SAP PP master data which contains information like list of components and their quantities required to produce an assembly or a finished good (FG). In SAP, different BOM categories are available which are used in different applications or functional areas of an organization.
| Bill of Material | Application Used |
| Material BOM | Production Planning |
| Equipment BOM | Plant Maintenance |
| Functional Location BOM | Plant Maintenance |
| Order BOM | Sales and Distribution |
| WBS BOM | Project System |
Role of SAP Bill of Materials (BOM) in SAP PP
In SAP production planning, SAP bill of materials (BOM) is used for the following functions:
- Material Requirement Planning (MRP)
- Product costing
- Material Consumption
Usage of BOM in MRP
- MRP uses BOM to calculate required raw materials or semi-finished goods (SFG) or components quantity for customer demand of finished materials.
- MRP performs ‘Net Requirement Calculation’ at all the level of BOM by exploding it to determine the shortage quantity.
Usage of BOM in Costing
- During finished good (FG) product costing, the SAP system performs costing of its component by exploding BOM.
- Product costing comprise of raw material, activity and overhead costs. Here, raw material price is maintained in a material master and its required quantity for a particular FG is maintained in BOM.
- During product costing, the SAP system multiplies quantity in BOM with material master price to determine its cost against the particular FG.
Usage of BOM in Production Consumption
- When production order is created for an assembly or FG, its BOM components are copied to the order.
- At the time of goods issue against order, the system posts the consumption based on this BOM components in an order.
Technical Types of SAP Bills of Materials
There are 3 different types of BOM that are used in SAP PP:
- Simple BOM
- Multiple or Alternate BOM (technical type ‘M’)
- Variant BOM (technical type ‘V’)
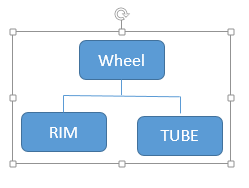
Simple Bill of Material
Alternate or Multiple BOM
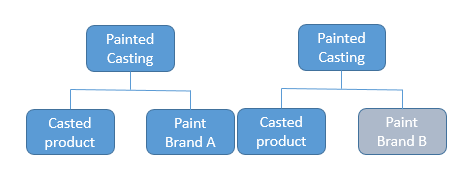
Here, the end product is same but its components are different.
Variant BOM

Here, the end products are different but having common or similar parts like frame, saddles, etc. and a variant part.
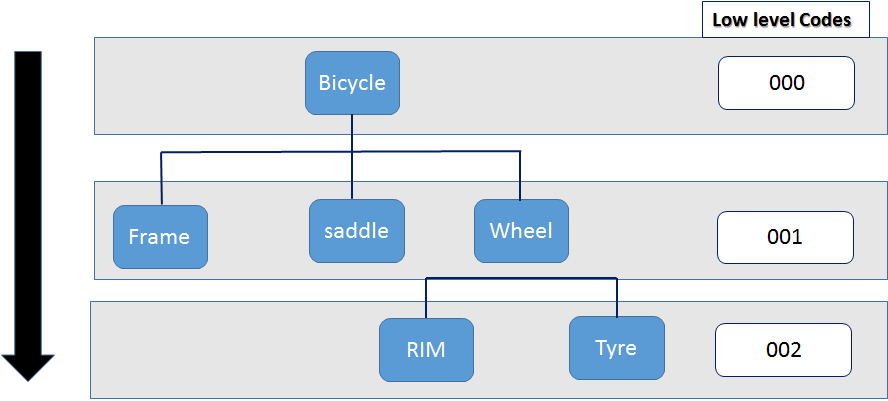
What is BOM Explosion?
BOM explosion means break down of an assembly from a higher level to components in lower levels. The SAP system breaks down the assembly by means of its lower level codes. Lower level codes will be assigned by the system automatically when an item is linked with the BOM. When one material is appearing in several assembly BOM at different levels, the system represents the lowest low level code.
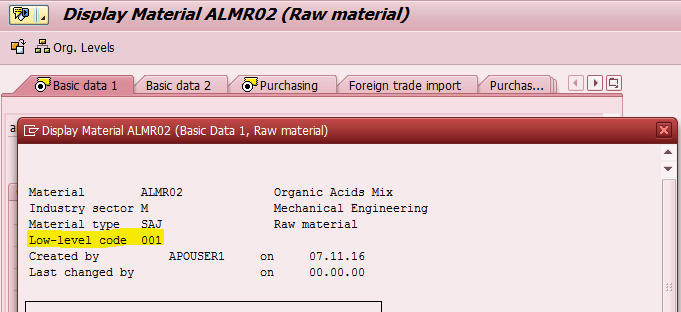
We can display the lower level code of a material in a material master (transaction MM03) (additional data menu item or by clicking ![]() button).
button).
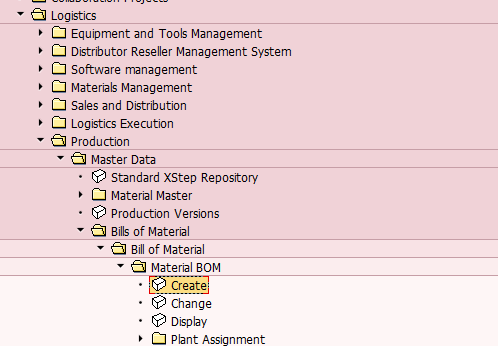
How to Create SAP Bill of Materials?
SAP Bill of Materials can be created by accessing the transaction code mentioned below
| Transaction Code | Description |
| CS01 | Create Material BOM |
or by navigating to the following menu path:
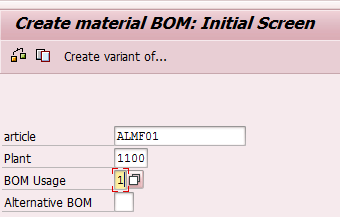
- A material master must exist for all assemblies and components before creating a BOM.
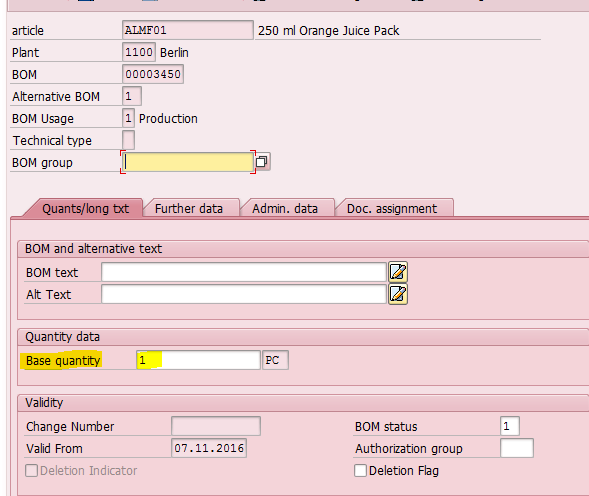
- Here BOM Usage controls application or business function that can use this Bill of Materials.
- For example, BOM of a product in a design phase will have the usage ‘2’ which cannot be used for production purposes.
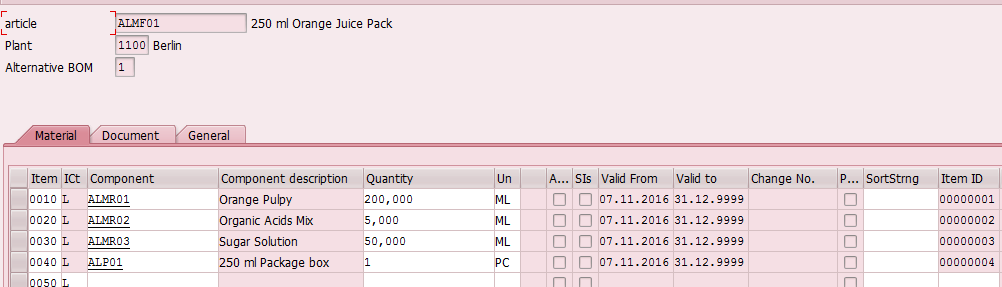
In component overview, the SAP system shows all the components required to produce the assembly (for base quantity).
SAP Bill of Materials (BOM) Structure
Each BOM has a unique structure which is applicable for all BOM types as illustrated below.
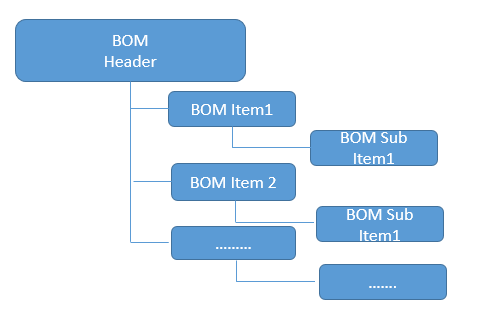
BOM Header
BOM header contains below information:
BOM Number
This number is assigned internally by the system. System uses this for linking with transaction data and other PP applications like MRP, production order, etc.
Alternate BOM
This field represents an alternate BOM if more than one BOM exists for the material.
Technical type
- This field tells which technical types the BOM belongs to.
- When we create a BOM for an assembly, the SAP system creates Alternate ‘1’ with technical type “ “ (Blank).
- When we create a BOM the second time for the same assembly, it creates Alternate ‘2’ and changes technical types as “M”
- For products that have common similar parts, BOM will be created as a Variant BOM (Technical types ‘V’)
BOM Base quantity
This is the quantity for which component quantity will be entered. This base quantity will be used in BOM explosion at the time of MRP and costing.
BOM Items
Item Category
Each BOM components is assigned an item category which classify the BOM items. Here are the possible item categories for BOMs:
| Stock Item | Item can be kept in stock. The SAP system generates reservation at the time of order creation. |
| Non-Stock Item | Item cannot be kept in stock, may be procured directly at the time of consumption. The SAP system generates PR or Planned order at the time of Order creation. |
| Variable Size Item | Different sized materials are assigned with this item category. Required quantity is calculated based on Sizes and Formula entered. |
| PM Structure Item | This item category will be used only for Plant maintenance BOM. |
| Intra Material | Temporary material which exist between 2 operations/phases. Commonly used in Process Industry. |
| Document Item | Document (design, drawing, photos, etc.) can be assigned to the BOM as an item using this Item category. A valid document master record is required for this. |
| Text Item | A text required for shop floor paper can be maintained here. |
| Class Item | This item category is used for configurable material to classify the materials. |
Basic Data in BOM Items
Fixed Indicator
When component quantity is not based on an assembly quantity and always consumed in fixed amount, this indicator can be used.
Example:
Catalyst used for a chemical process is always fixed without respect to quantity of FG produced.
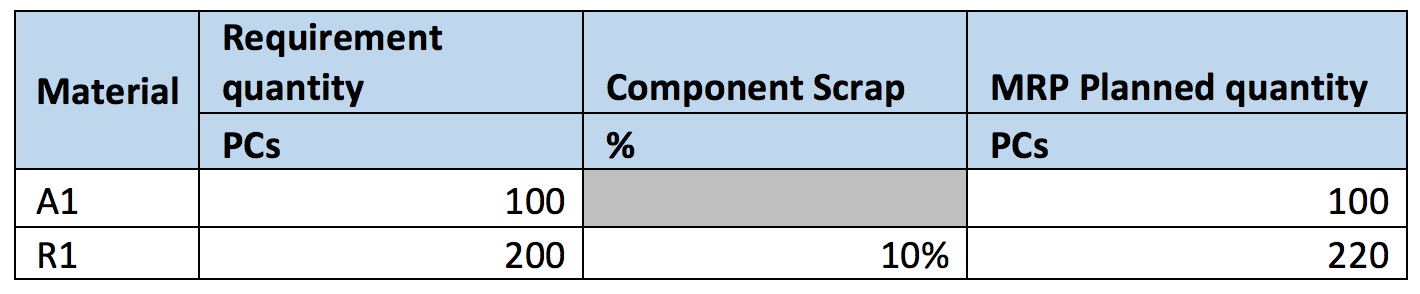
Component Scrap
Scrap that occurs when a component is converted into a final assembly is called ‘Component Scrap’. Component scrap can occur by means of any one of the following:
- Losses during storage
- Losses during delivery from a vendor
- Losses during transportation to production facilities
Component scrap can also be entered in BOM as well as in a material master. Component scrap maintained in a material master is applicable for all BOM products. When different component scrap percentage is required for particular product, it can be maintained in BOM.
Example:
Let’s say 1 PC of Assembly A1 requires 2 PC of Raw material R1 which has 20% component scrap in Bill of Materials. Assume that there is no stock available for A1 and R1. When demand of 500 PCs is received for an assembly, MRP calculates requirement quantity as follows:
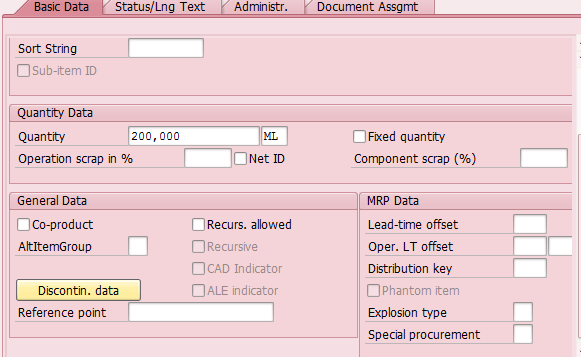
Operation Scrap with Net Indicator
Here, the system will only consider the operation scrap percentage entered here and not include assembly scrap (if any) entered in the MRP-1 view of a material master.
Example:
Let say requirement quantity of R1 and R2 is 100 PCs.

General data
- Co-Product Indicator is activated if more than one finished product is produced in a production process.
- Material which are defined as co-product will be entered with (negative sign). This means, that a particular material will be considered as “Output Material” along with the header material.
- Material entered with a negative sign but no co-product indicator is activated will be consider as a “By-product”.
Recursive Allowed
When the same material is as a header material as well as BOM item, the BOM is called “Recursive BOM”. This case frequently happens in Process industry as well as Pharmaceutical industry. For instance, consider an example below:
- In foundry process, liquid metal is produced by melting charge materials like ion, brass, etc. They are melted and poured into a mold to form a casting.
- During the melting process unconsumed liquid metal also consumed in every cycle.
- Liquid metal (Unconsumed) + Charge Material (Ion, Brass etc.) under High Temperature -> Liquid metal
- Here input and output materials are the same which cause recursion in BOM. It leads to the situation when BOM will be exploded indefinitely without stopping.
- By setting the indicator recursive allowed at BOM item level BOM explosion will be stopped.
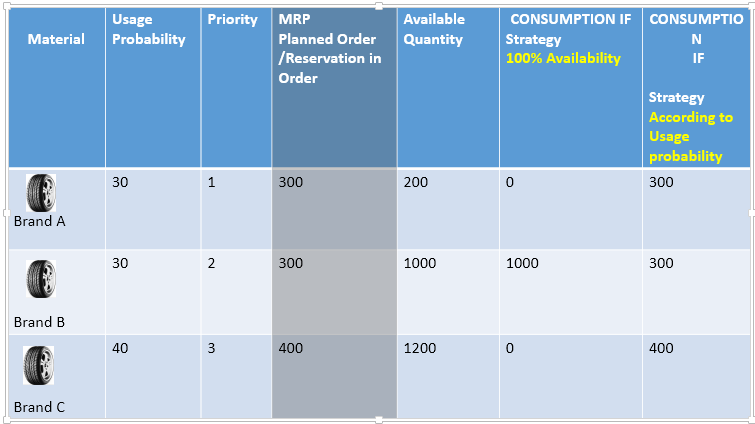
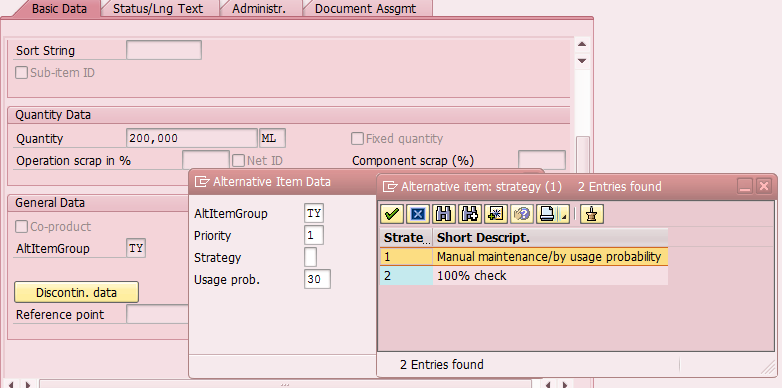
Alternate Item Group
We can group to gather all alternate items using Alternate Item Group. Alternate Item Group uses 3 keys to determine the alternative material:
- Usage Probability
- Priority
- Strategy
MRP uses Usage Probability and Priority to create dependent requirements. Production order also creates reservations based on Usage Probability. But consumption is based on Strategy defined in the alternate item group.
This can be explained with the following example:
Let say a company manufactures a car where different brands of tires are used to fit in the car. Depending upon availability, a suitable tire will be used by the system. Let’s say requirement for a tire (based on car requirement) is 1000 PC and below settings were maintained in BOM items for an Alternate Items Tire Brand A, Tire Brand B, and Tire Brand C.
Discontinuation Item
Discontinuation material is a material which is replaced by its follow-up material. We can maintain a discontinuation material in SAP material master as well as in SAP bill of materials. Bill of materials setting override material master record setting. MRP will transfer the dependent requirement to follow-up material if discontinued component is no longer in stock or has insufficient stock.
The following conditions must be fulfilled for discontinuation:
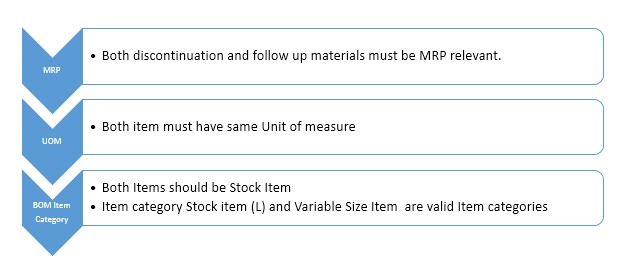
There are certain cases where we cannot activate discontinuation logic:
- We cannot activate discontinuation logic for Alternate Items.
- Co-products cannot be discontinuation items.
- Non-stock items cannot be discontinuation items.
Sort String
Based on Sort String, the SAP system will sort the component’s display in report and PP transactions.
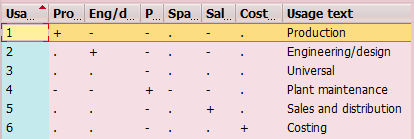
Status/Long text
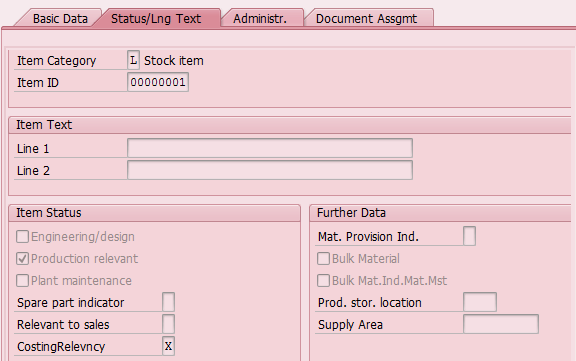
Production Relevant Indicator
- This Indicator will be activated by default for BOM usage ‘1’ and ‘3’.
- If this indicator is activated, the item is relevant for material planning and production orders.
- For items which you want to use only for costing purposes but not for planning and production orders uses like bulk materials, this indicator can be deactivated.
Engineering/Design Indicator
- This Indicator will be activated by default for BOM usage ‘2’.
- Usage of this BOM in other application like costing, production is optional.
Plant Maintenance Indicator
- Item that is relevant for Plant Maintenance will be set by default for usage ‘4’.
Spare Part Indicator
- It is generally used in Plant Maintenance (equipment BOM) which can be assigned to the equipment operations.
Costing Relevancy
- Item relevancy for costing is decided by this Indicator.
- On deselecting this Indicator, Particular BOM Item will be excluded from Costing but not relevant for Production/Planning.
Material Provision Indicator
This Indicator controls relevancy for MRP. Generally, it is used for subcontracting materials.
- If subcontracting components are provided by the production plant, no need to activate this indicator. So that MRP generates dependent requirement for the components.
- If components are not provided by the production plant and are already available at a vendor’s location, activate this indicator. So that MRP will not plan or generate dependent requirements.
Bulk Material
Material which are available directly at the machine location(s) like grease, washers can be defined as bulk materials. For bulk materials:
- Item will not be relevant for costing.
- Dependent requirement will not be generated by MRP.
- There will not be any production storage location for this item to issue store from, as it is directly available at Machine/Work center location.
- Replenishment is based on consumption based planning.
- If a Material is used as a bulk material for all products, we can set it in its material master (MRP2 view).
- If it is used for some products and not for every product, we can set it at BOM item level.
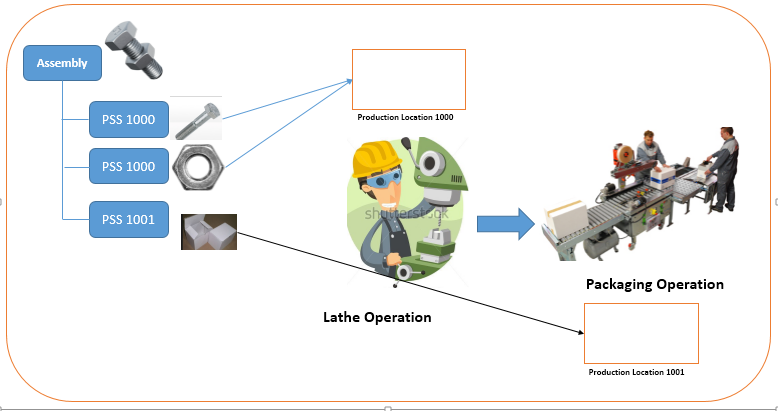
Production Storage Location
Location from which raw materials /components are consumed for production. On release of a production order, a warehouse person will issue the material from the warehouse to a production storage location. Production storage location in BOM item has a higher priority than the location in a material master (MRP2 view).
Supply Area
Supply area can be defined in any of the master data elements mentioned below:
- SAP Work center
- SAP Bill of Materials
- SAP Material Master
Selection or determination of a Supply area is also performed in the same order. Supply area is assigned with a storage location. Supply area is used in the following scenarios:
- KANBAN
- Warehouse Management
How to Change SAP Bill of Material?
The transaction CS02 is used to change an existing SAP Bill of Materials. We can also change many BOMs at the same time using the transaction CS20. This transaction enables us to:
- Replace items in all BOMs
- Change item data like quantity, etc.
—
Did you like this tutorial? Have any questions or comments? We would love to hear your feedback in the comments section below. It’d be a big help for us, and hopefully it’s something we can address for you in improvement of our free SAP PP tutorials.
Navigation Links
Go to next lesson: SAP Work Centers
Go to previous lesson: SAP PP Material Master
Go to overview of the course: SAP PP Training
How to do addition for a new material in number of FG materials collectively where reference material is also not present
You need to use a different transaction for this purpose: CS20 and/or CEWB. I hope that we will make another tutorial on this topic in the future. Thank you for the question!
I am SAP FICO consultant and learning this PP training material. Such a wonderful one. I received upto lesson 1.5. I didnt receive after that. Pls continue and i dont want to lose this opportunity. Thanks – Prasad
Wonderful training – thanks for putting this together and making it available.
Does anyone know a SAP transaction where if I have a raw material code, I can find all the finished goods the raw material is contained in? So for example, I input the Saddles item code, and the results give me Bicycle Model A, Bicycle Model B, and Bicycle Model C. Thanks!
Have you tried transaction CS15?
Awesome, that works. Thank you!
Use T-Code CS15. It displays the where-used list. By using this t-code, You can find the immediate next level and keep on exploding until the final item or component is displayed.
I’m analysing consumption (MB51), and I’m trying to work out if a particular consumption is assigned to a BOM. How do I do this?
I don’t think you can see it from MB51.
Hi,
how we will find the control cycle not maintained list against BOM. If any t.code available
Hallow I am a Zimbabwean resident so is there any company in Zimbabwe where I can get access to SAP practice
Try Zimbabwe Dairy Board – I implemented it SAP-PP there back in the late nineties. They will be using SAP.
As far as training goes, I think you will need to attend training at SAP in South Africa.
Is there any way to add alternative “production storage location” – (psl). I’ve got material that is on two different storage location. For me it would be greate if there will be 0 on stock at psl A, and then system is loking for stock at psl B.
Hello ,
We can define only default storage location in BOM item level . For determining stock based on some rule we need to define “Stock determination group” in customization where you can maintain it for a plant and enter in which sequence you want to determine the storage locations. This stock determination group need to be assigned with Material master MRP2 View.
Regards,
Velmurugan S
Thank You for such quick reply. Do You have any manual to do “Stock determination group”?
Sir,
Pl let know how to map single child with multiple header in Engineer change number in SAP.
Vignesh V
Hi,
I found this article very good, i would like to know that if i have serial number profile in system but how can i maintain my own serial no range like (SFG000001 and so on….)
Regards,
Mukesh
You need to take the help of an Abap person to generate your own serial No.
Hello sir,
I have not updated the production storage location in the bill of material items, while i have updated it in the material master MRP views? will it affect during the good posting or will have impact while back flushing or generate in COGI ? how can i update in bulk the storage location of child parts of BOM’s?
Anyone can please comment?
Hi,
how we will find the control cycle not maintained list against BOM. If any t.code available in SAP
How can I solve a problem where in my Raw Material is getting converted into Semi Finished Good(where width of the RM is decreased) and then into FG (Where final production takes place).
how does the inherrant process loss check work?
if i put in EXP qty per ton 1000 with .10% inherrant process loss would it show on the order that it expected 900? but material requirements would be 1000 (im thinking from the zero loss report) is the ZLMV measure the Qty with or without the process loss
thanks
Such a wonderful training in which almost tabs are covered.
Can we create a BOM for RAW material? if not then why?
Nice Piece of information, just wondering someone ask this question
“How we will find the control cycle not maintained list against BOM. If any t.code available in SAP”?
Is there a way to find out, not sure if this part of article is good for this question, I am also interested to find out the answer.
Thanks in advance