Task Lists
SAP Task List is sequence of activities along with other details required to perform a maintenance task. It is used in PP, QM, PM, and PS modules. However, the following task list types are allocated for PM purposes:
- E: Equipment task list
- A: General task list
- T: Task List for a functional location
SAP task list provides a predefined set of operations and sub operations which can be defaulted when creating new SAP PM orders and a technician can plan activities accordingly. It is also possible to define a relationship between different operations in a task list, e.g., start-finish relationship.
Let’s see now how to create a task list in SAP. There are different transactions for that purpose.
We will see how to create an equipment task list first.
| Menu path | Logistics > Plant Maintenance > Preventive maintenance > Work scheduling > Task lists > For Equipment > Create |
| Transaction code | IA01 – Create |
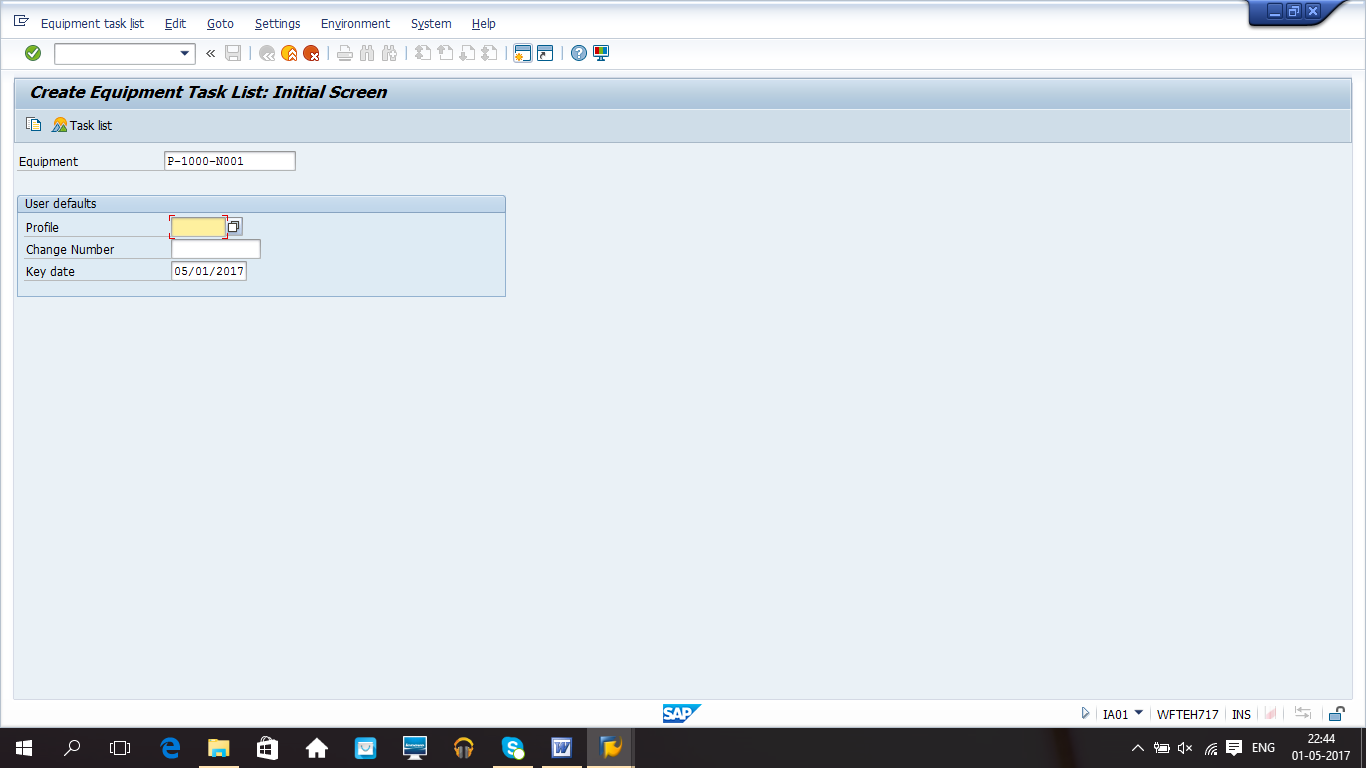
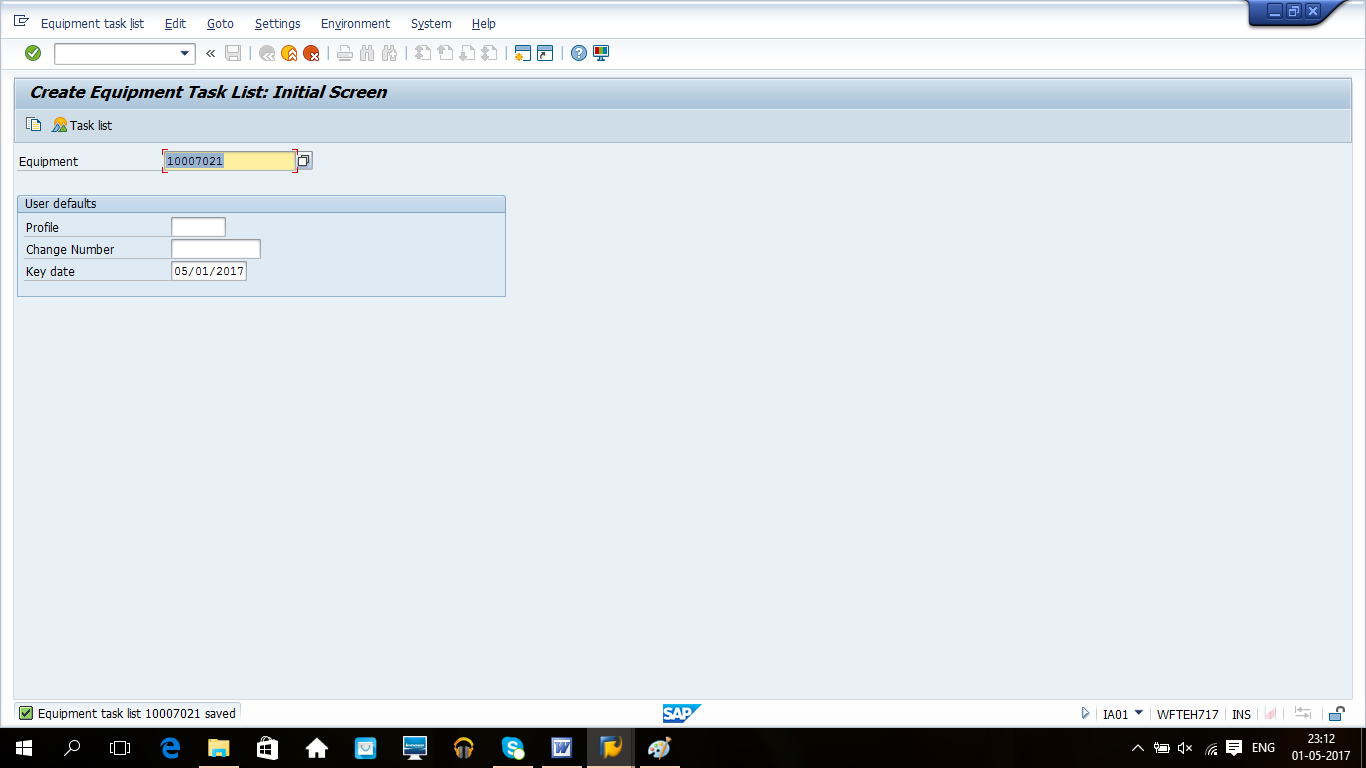
Start the transaction code IA01 and you will see the initial screen as shown below.
{kind=link}
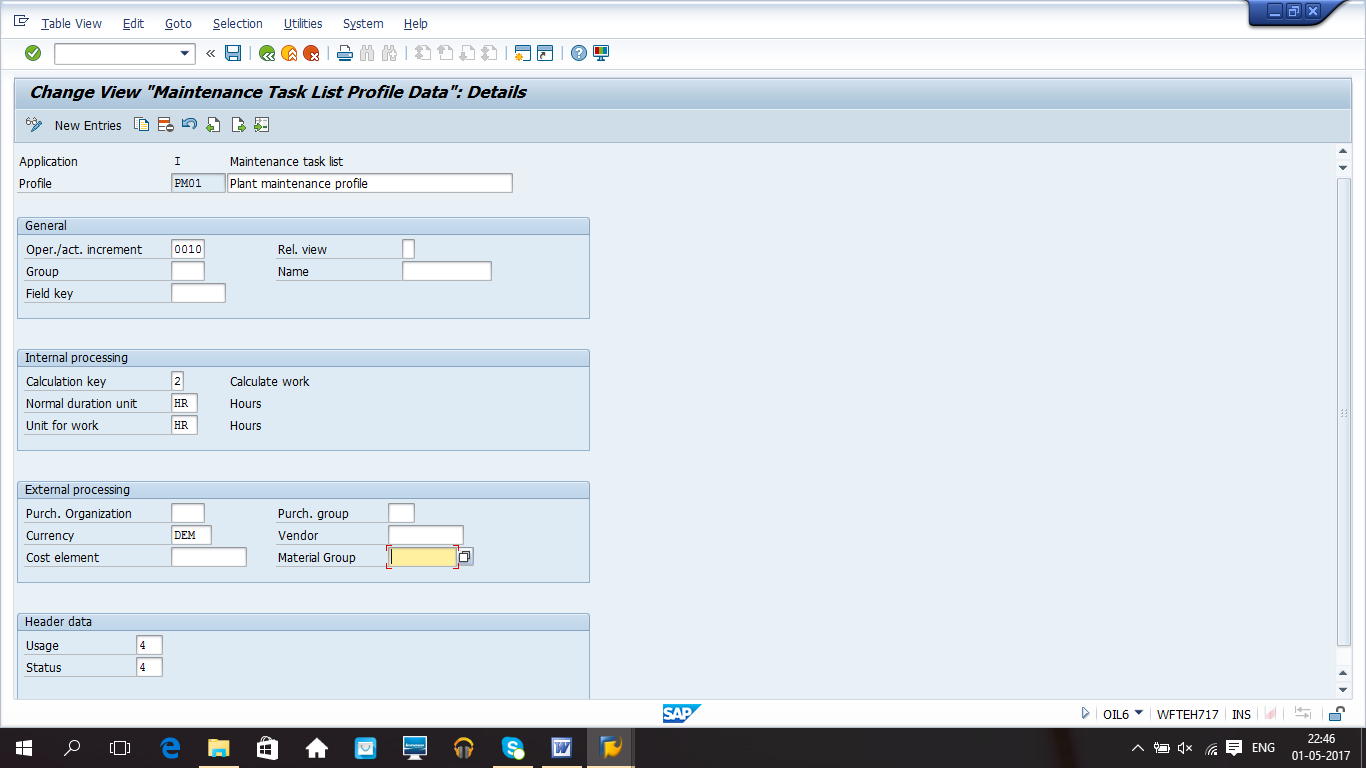
Here, you need to input the equipment number. A profile can also be used which is defined in configuration and provides default values for some fields in a task list. If you are interested in configuring a new profile, it can be done in SPRO transaction by following this path:
SPRO >> Plant Maintenance and customer service >> Maintenance plan, work centers, task lists and PRTs >> Task Lists >> Control data >> Define profile with default values
{kind=link}
Click on Enter after providing the required input on the initial screen of IA01 transaction.
{kind=link}
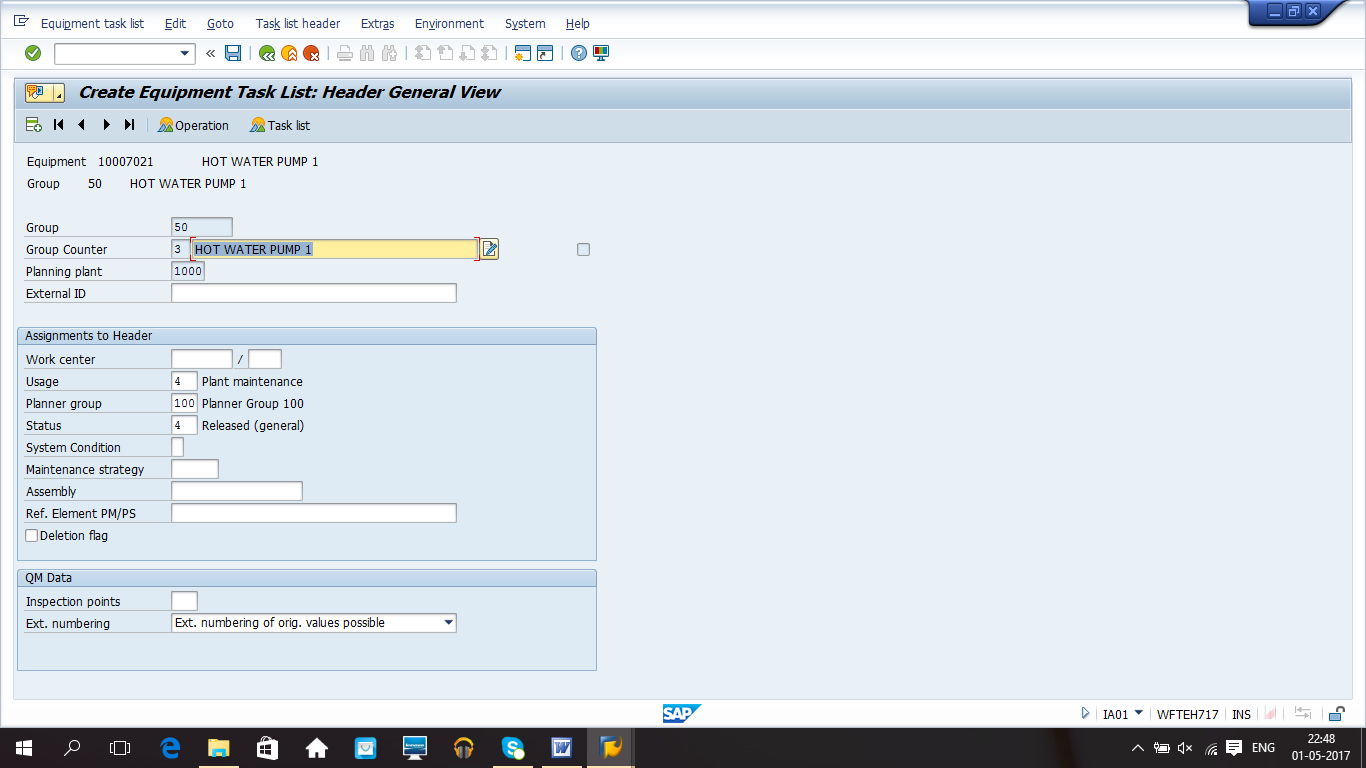
On the next screen, you should input Usage, Planner group, Status and other fields required for different maintenance purposes. For example, Maintenance strategy field is required for preventive maintenance but for breakdown and corrective maintenance it is not required.
Next, click Operation button on the toolbar. The system will show the list of operations included in the task list.
{kind=link}
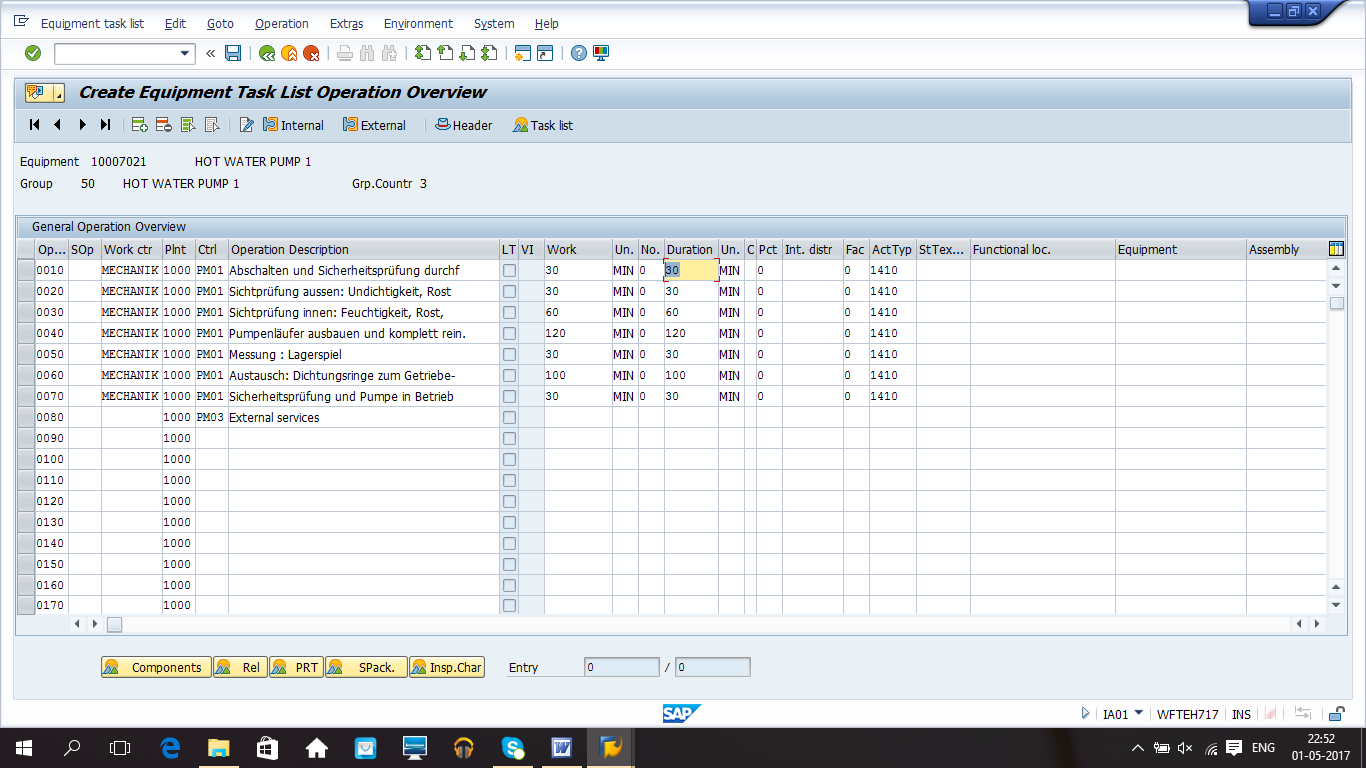
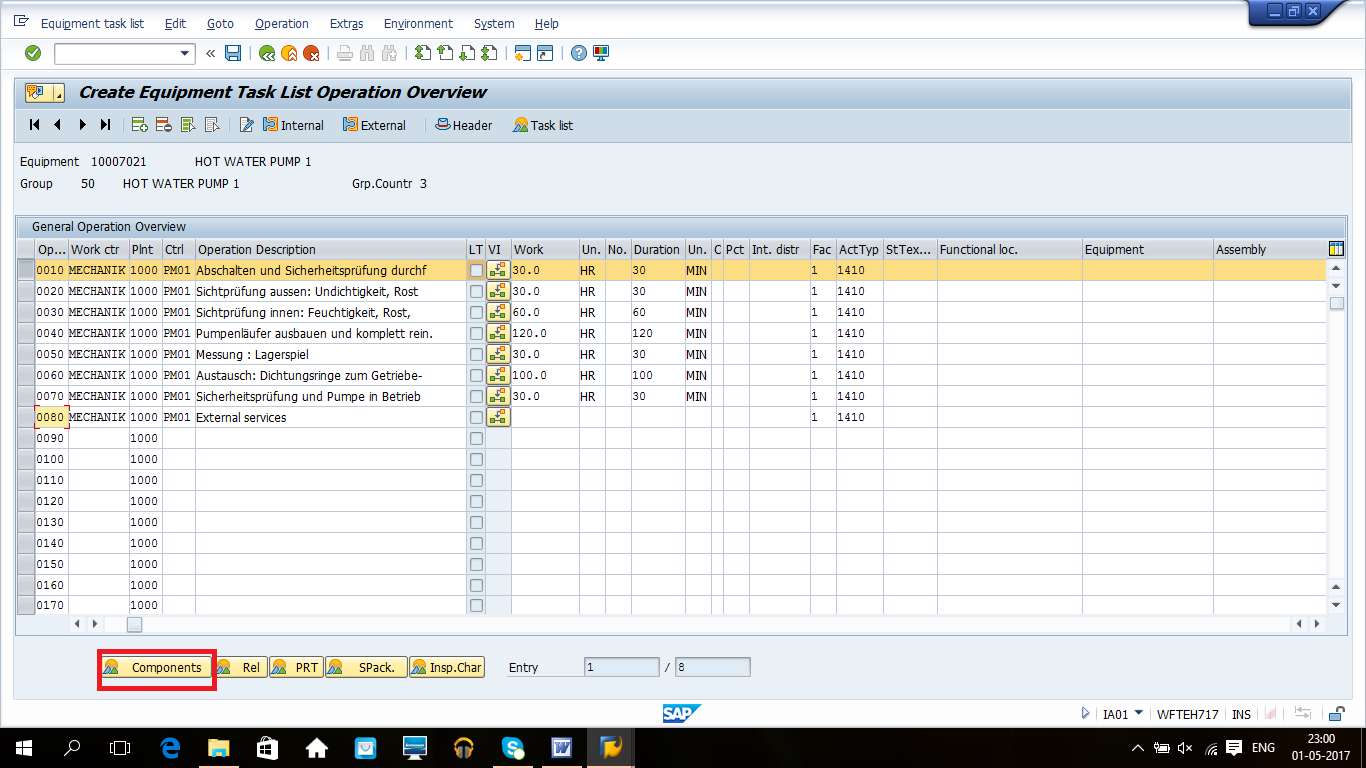
Here, we define different operations and sub operation required for maintenance activities along with estimated time, which is reflected as planned activity time. Actual time is updated based on a maintenance order confirmation.
Work center and control key columns provide scheduling and costing related information. We define a cost center in a work center along with an activity type and a formula which is based on time defined in the task list. It will be explained in details in the later part of this tutorial.
Choose an appropriate control key, e.g., if an operation is related to external services, select PM03 as a control key which is relevant for external processing and triggers creation of a procurement proposal on release of SAP PM order.
You can also define spare parts or production resource tool (PRT) if anything is required for any specific operation and for that purpose we have different buttons in the bottom toolbar like highlighted on the screenshot below.
{kind=link}
{kind=link}
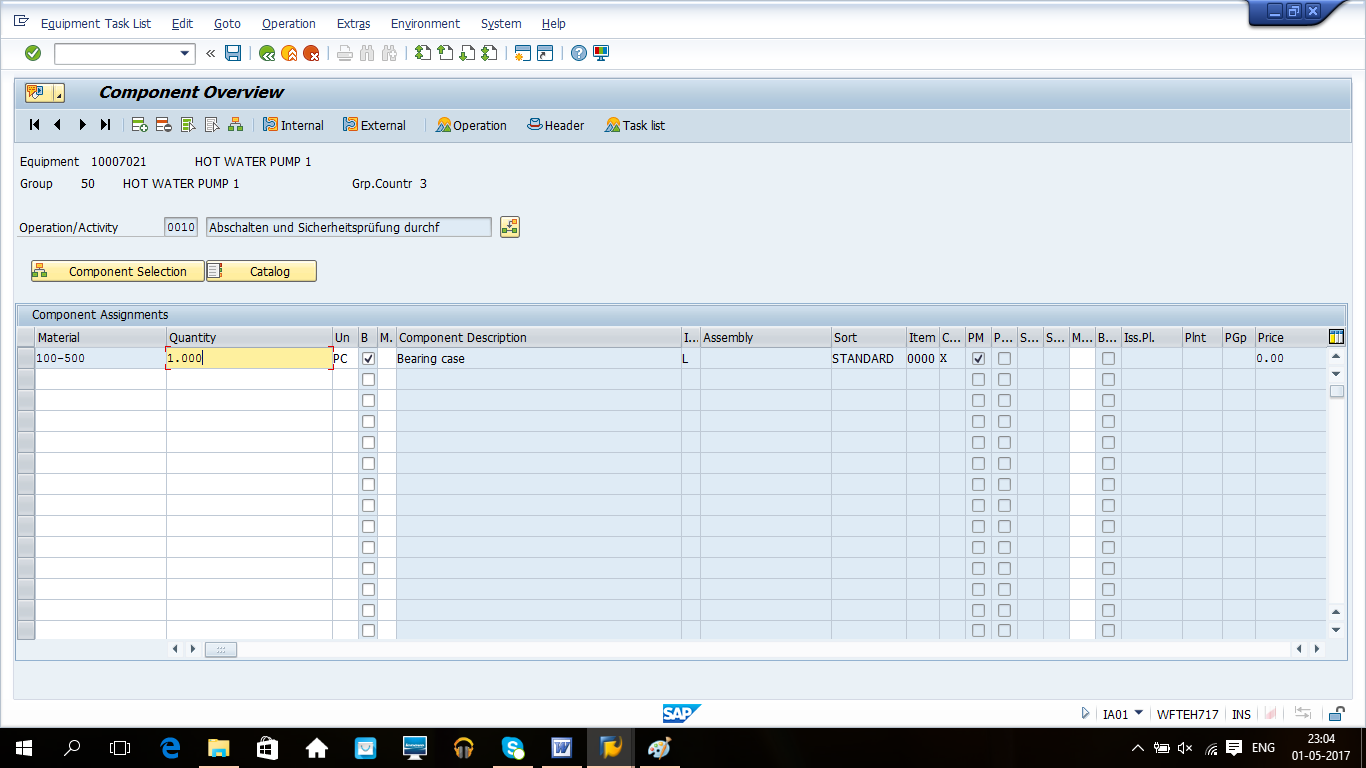
Click on Components button and on the next screen you can enter any materials that are necessary for the given operation. This materials will appear as components in SAP PM order. The same applies for PRT if it is assigned in a task list. Now, click Back button to return to the operations screen.
Next, click on
{kind=link}
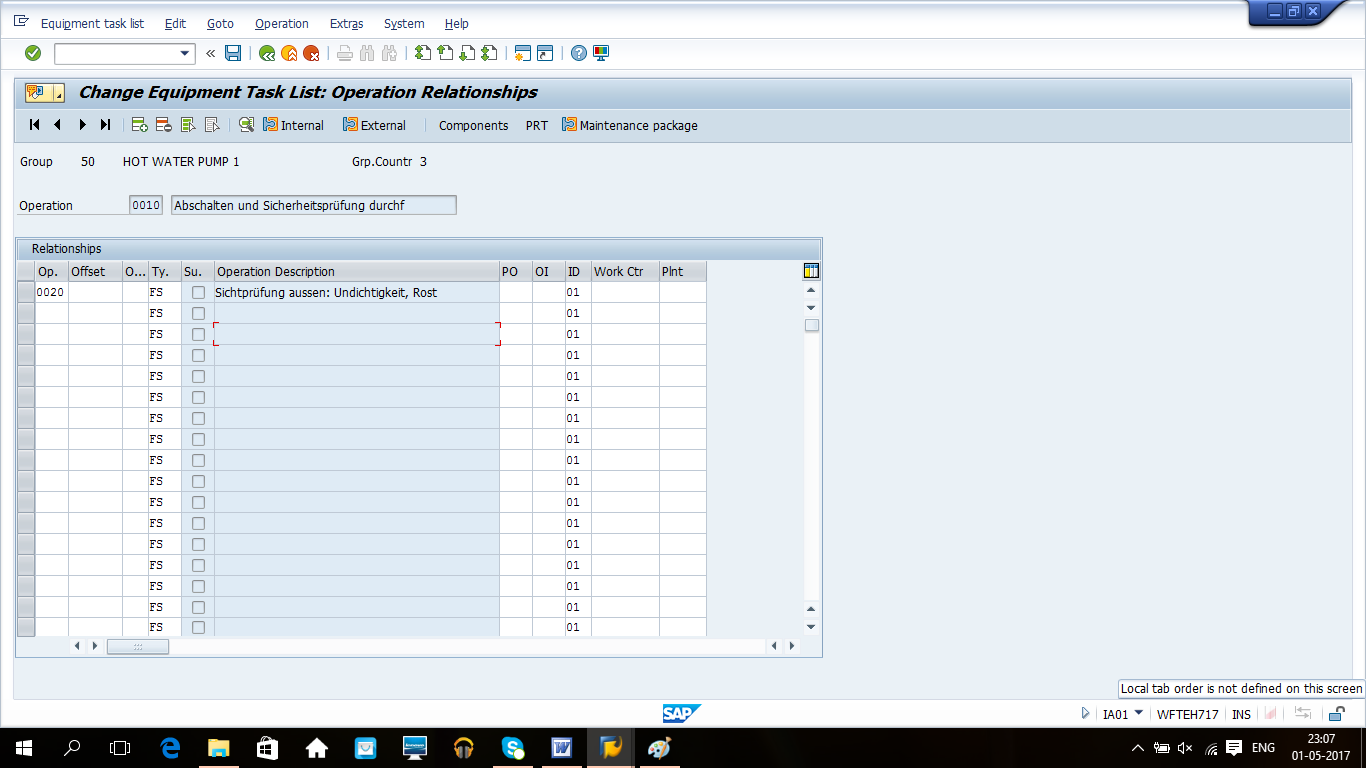
In our example, the operation relationships screen shows a finish-start relationship between operations 0010 and 0020. You can also define other relationships between two operations. For example, SS (Start-Start) relationship, means that both operation should start at the same time. SF (Start-Finish) relationship means that a successor will only start when a predecessor is finished. FF (Finish-Finish) relationship means that both operations should end at same time. It is also possible to define an offset which can be either an absolute value or percentage of predecessor/successor time duration. The type of calculation here is defined in the column OI.
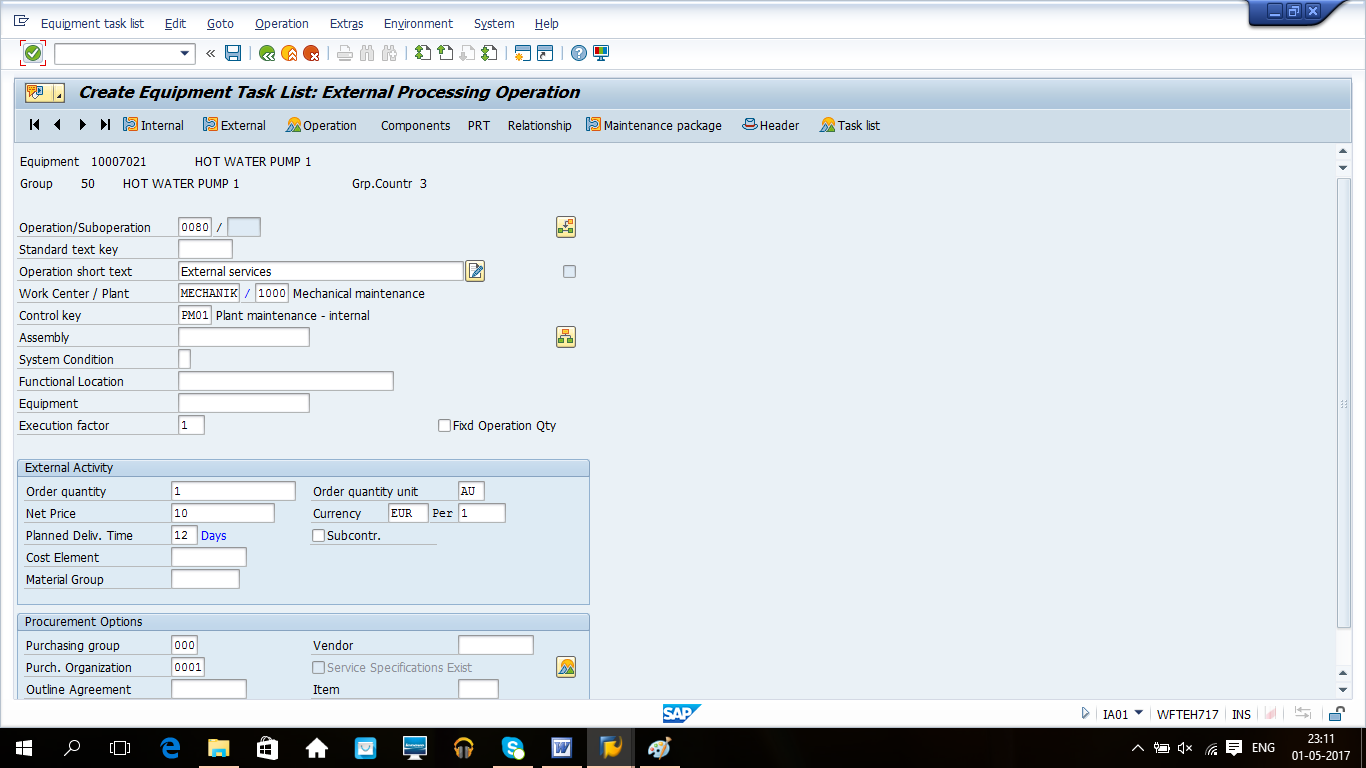
Now, let’s return back to the operations screen and save our task list. If any operation in the task list is defined as external, additional details about this operation can be provided using
{kind=link}
After editing details of the external operation, return to the operation screen and save your entries.
{kind=link}
Spare Parts Planning
Currently, industries have a focus on optimizing inventory cost without having any risk on operations. It is required to reduce inventory cost and at the same time ensure availability of critical spare parts. This task needs effective spare part planning.
It is best to maintain equipment using spare parts from the original manufacturer but sometimes business can decide to have a mix from the original manucturer and other vendors that provide parts with the same quality but with less lead time. Business cannot afford delay in spare parts availability for breakdown maintenance processes, and therefore, critical parts should always be available which can be controlled through planning.
Spare parts need to be planned based on their consumption pattern, criticality, lead time, shelf life expiration and other parameters. In this tutorial, we will study re-order point planning and procurement proposal through MRP. Apart from this, manual creation of purchase requisitions and automatic procurement proposals from SAP PM orders are other options for spare parts procurement.
Reorder Point Planning
Basic principle of reorder point planning is to make sure that procurement is initiated when stock falls below the reorder point, so that stock can be replenished before and never falls below the safety stock level. It can be illustrated with the picture below.
Reorder point can be defined based on a planner experience or system can also also determine it dynamically based on the past consumption pattern. We will now discuss how to do reorder point planning in SAP.
Pre-requisite for performing reorder point planning is to define a number of fields in a material master.
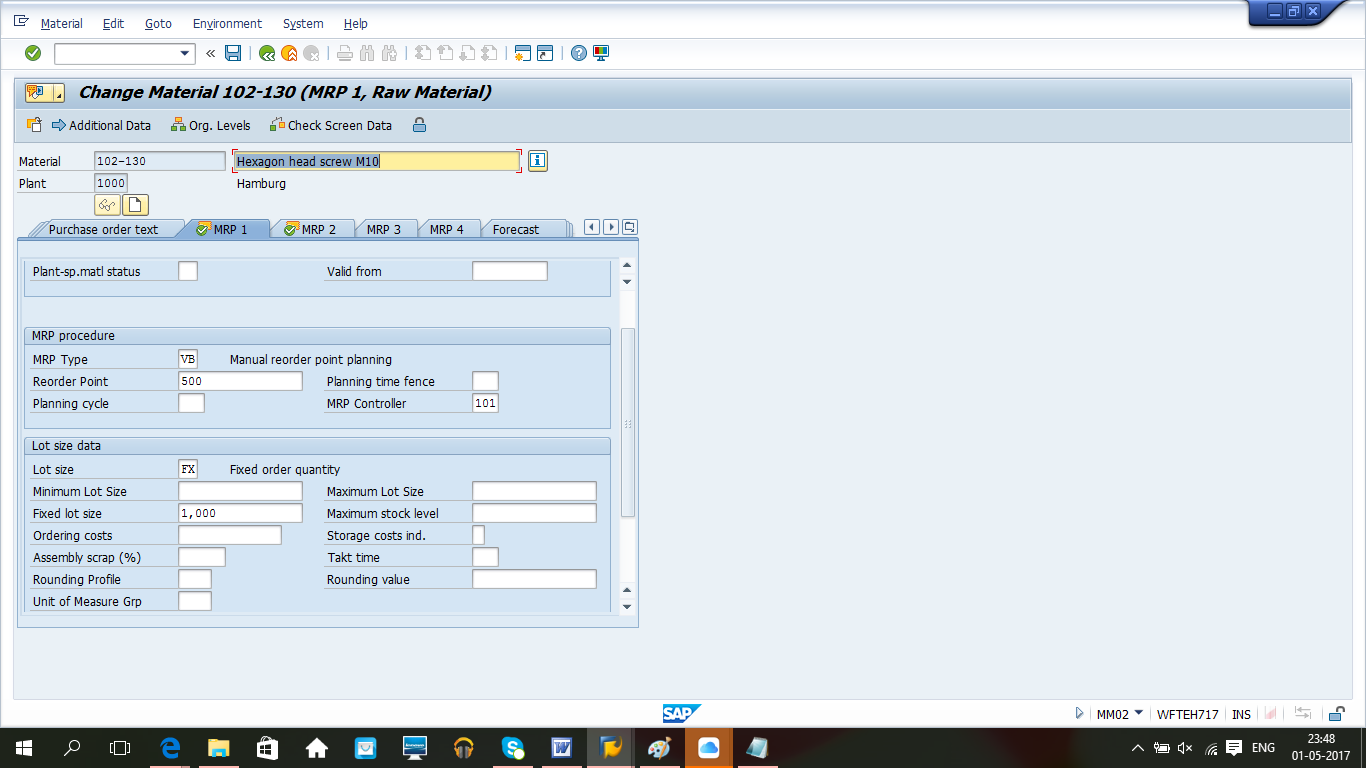{kind=link}
MRP Type: VB or VM (if dealing with dynamic reorder point).
Reorder Point: Level below which if stock falls then procurement needs to be initiated
Lot size: It is recommended to have a fixed lot size as re-order point planning is usually done for high volume and low cost spare parts.
Safety stock: Needs to be defined on MRP 2 view.
Reorder point level should be always higher than safety stock level.
Simulation of Planning Situation
Start the tranaction MD04 to see the current stock situation and input material number and plant.
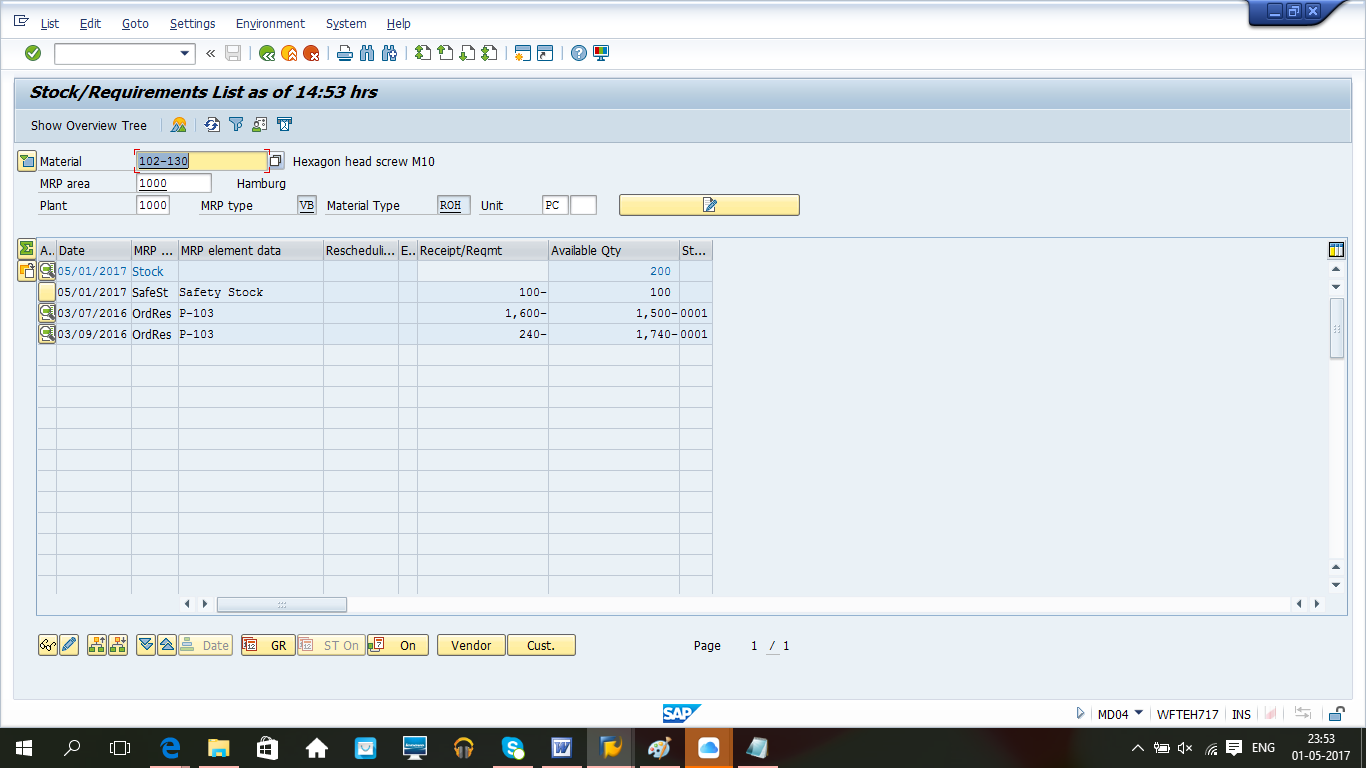{kind=link}
In our example, the current material stock is 200 PC which is lower than reorder point (500), and therefore, MRP (Material Requirement Planning) run should create a procurement proposal of 1000 pc (fixed lot size).
Let’s initiate MRP run. To do it, start the transaction MD02 (single item multi-level MRP run).
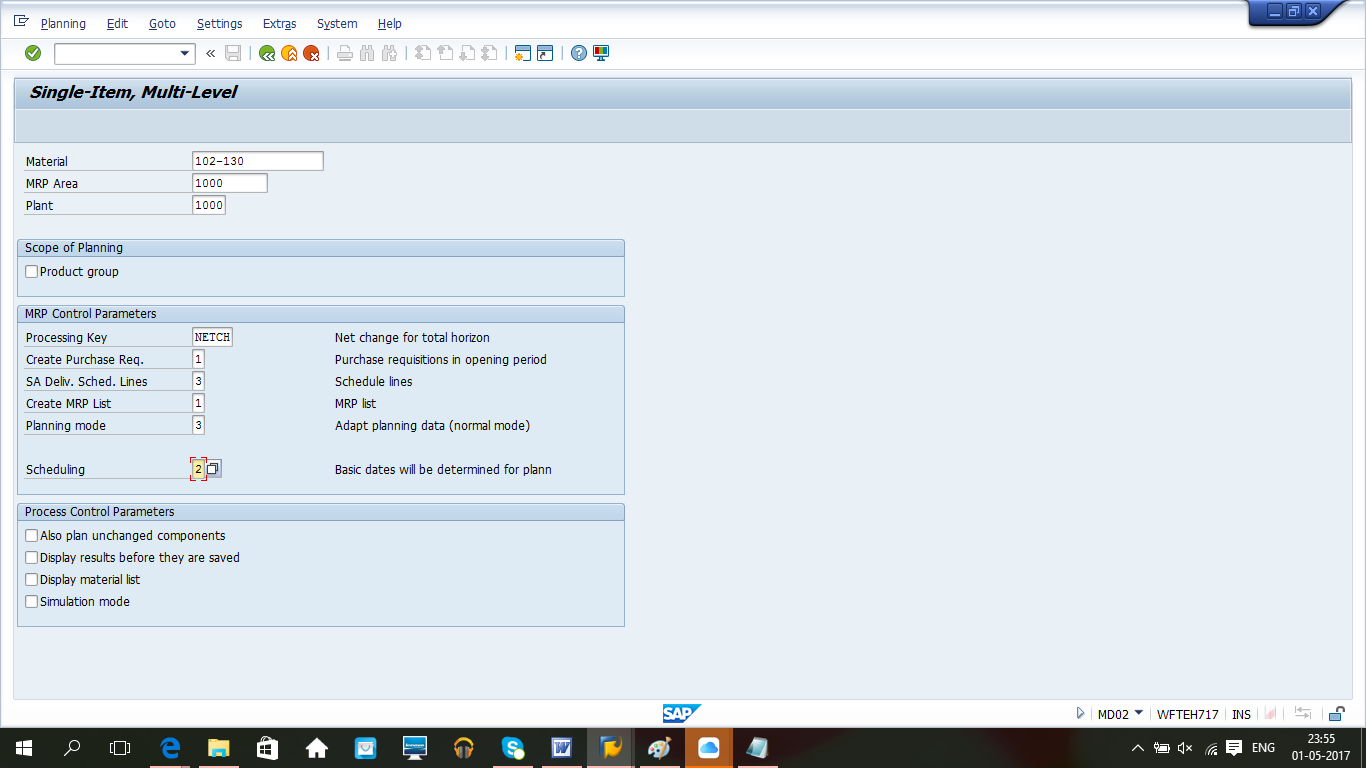{kind=link}
Enter parameters of MRP run as shown on the screenshot above and click Enter. The picture below shows the results of our MRP run.
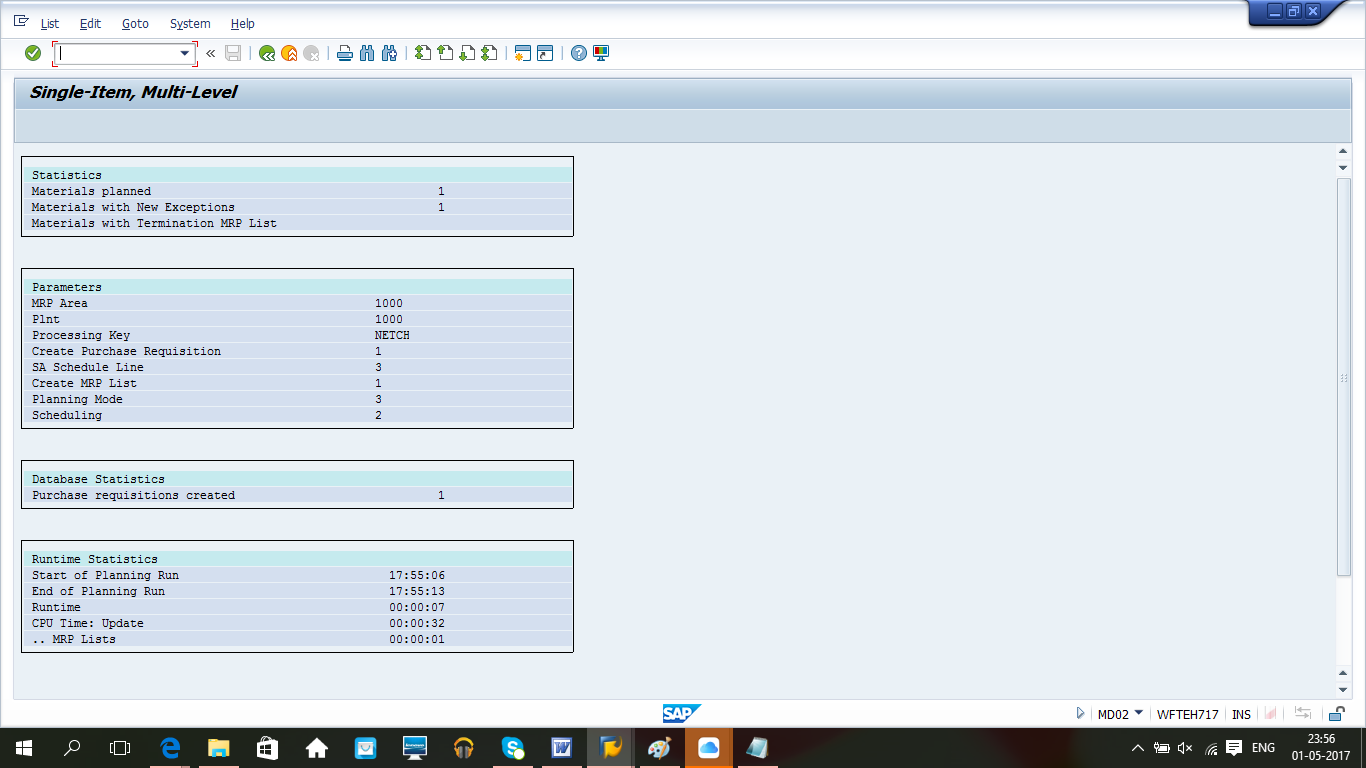{kind=link}
Let’s refresh the output of MD04 transaction to see the effects of our MRP run on the stock level. A new purchase requisition for 1000 PC is visible which will increase the stock once processed and goods receipt takes place.
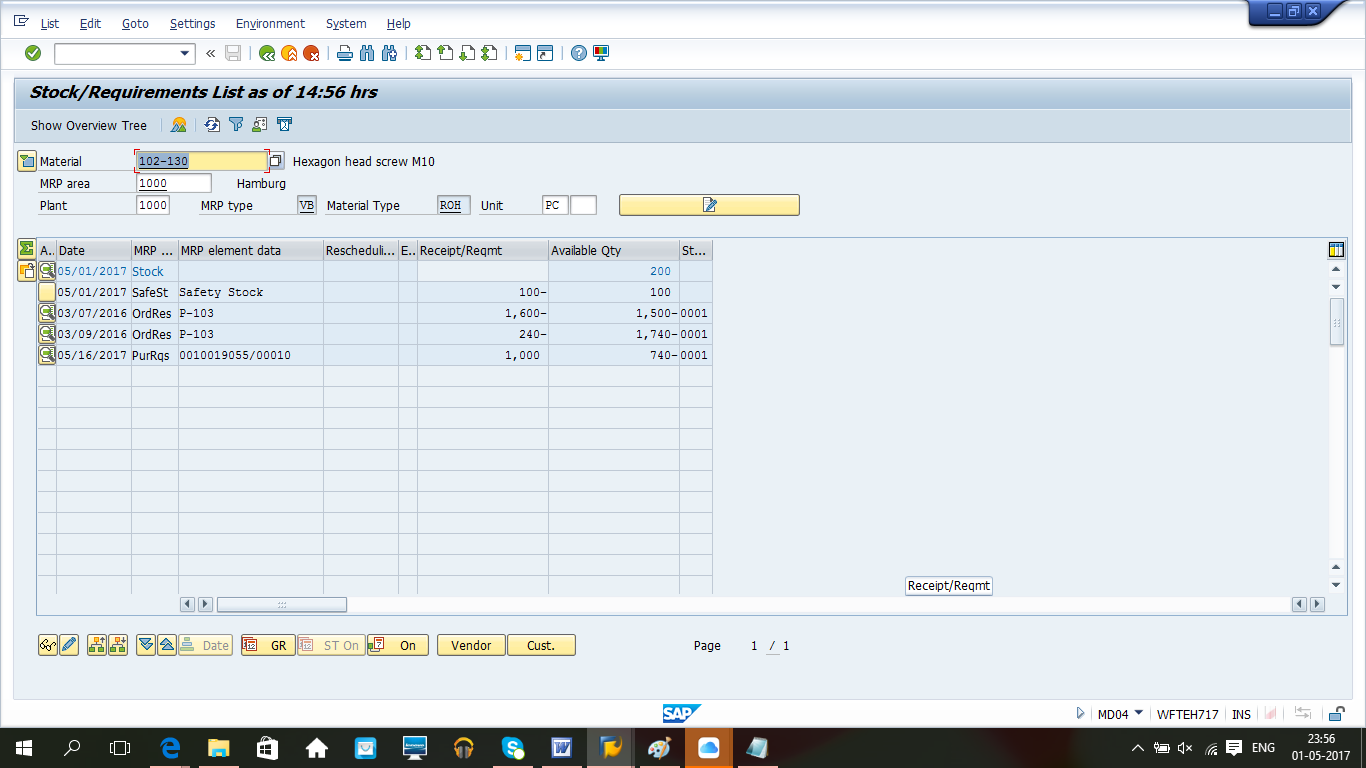{kind=link}
—
Did you like this tutorial? Have any questions or comments? We would love to hear your feedback in the comments section below. It’d be a big help for us, and hopefully it’s something we can address for you in improvement of our free SAP PM tutorials.
Navigation Links
Go to next lesson: SAP Maintenance Order Scheduling Tasks
Go to previous lesson: SAP Maintenance Notification
Go to overview of the course: SAP PM Training
View Comments (3)
Useful Information on Spare Parts Planning and Reorder Points.
Thank you.
How many notification types do you have and what are the designations?
Hola, las sub operaciones tienen un valor individual que seran sumados al costo de la operacion ?